SPEZIFIKATIONEN
Markenname: BIGTREETECH
Auswahl: ja
Kompatibilität: VORON2.4 R2, Trident (mit MGNH12)
Besonders bedenklich chemisch: Keine
Artikeltyp: Schalter
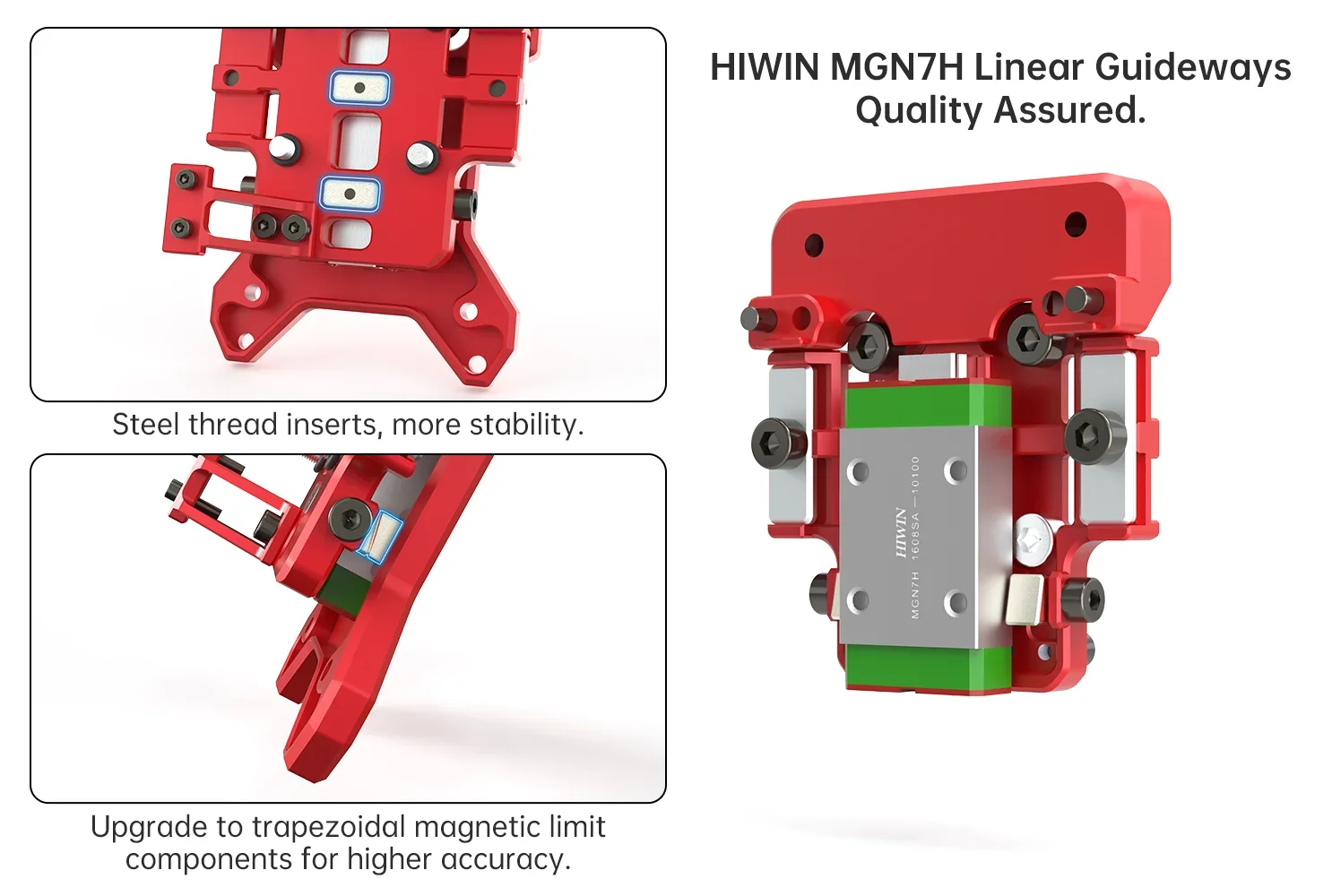
Linearführungen: MGN7H
Material: CNC Vollmetall (AL6061/SS304)
Modellnummer: CNC VORON TAP V2/CNC TAP V2 Modul
Nettogewicht: 65 g (einschließlich der X-Achsen-Endschalterhalterung)
Herkunft: Festlandchina
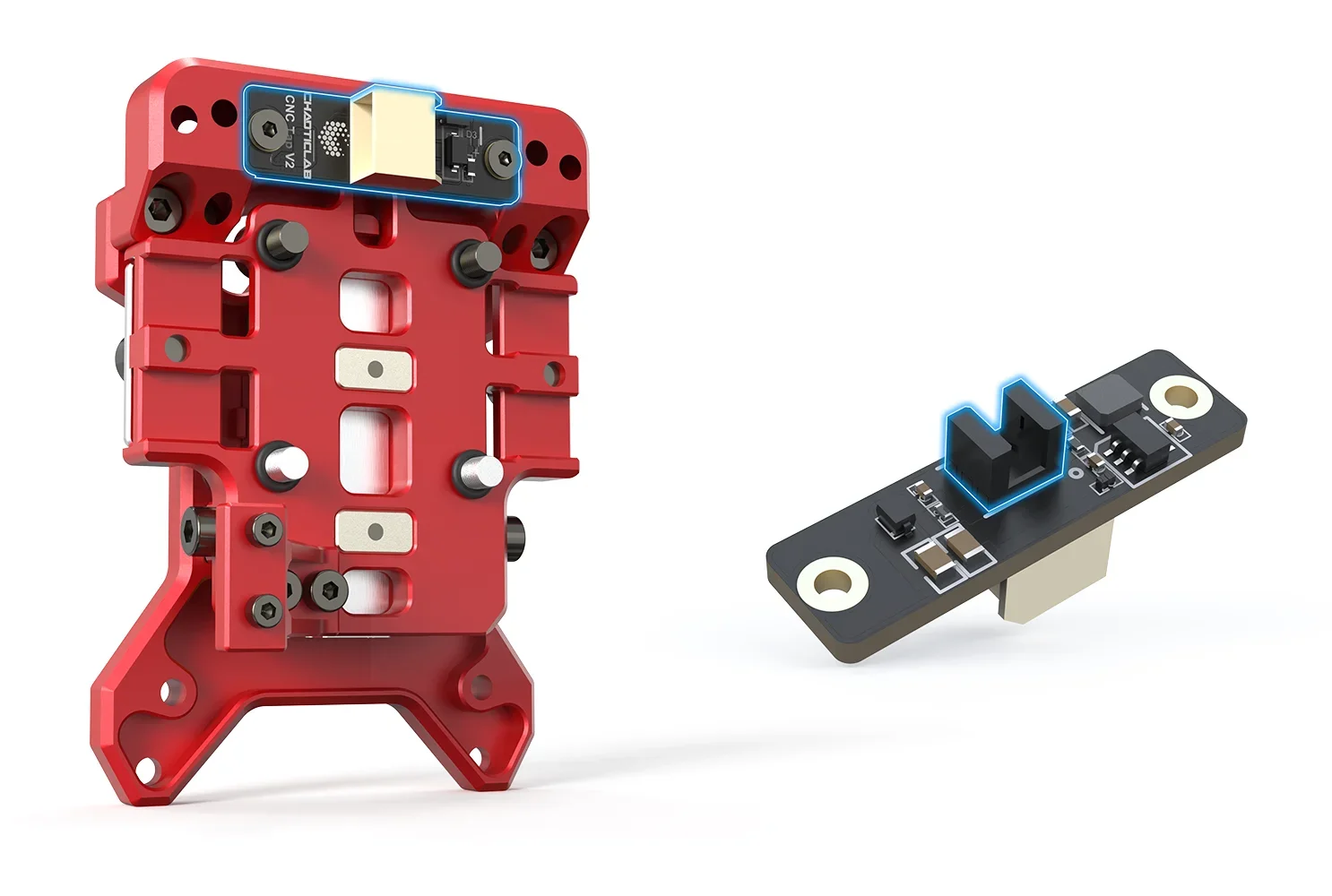
Sensortyp: EE-SX4320
Spannung: 5-24V
semi_Choice: ja
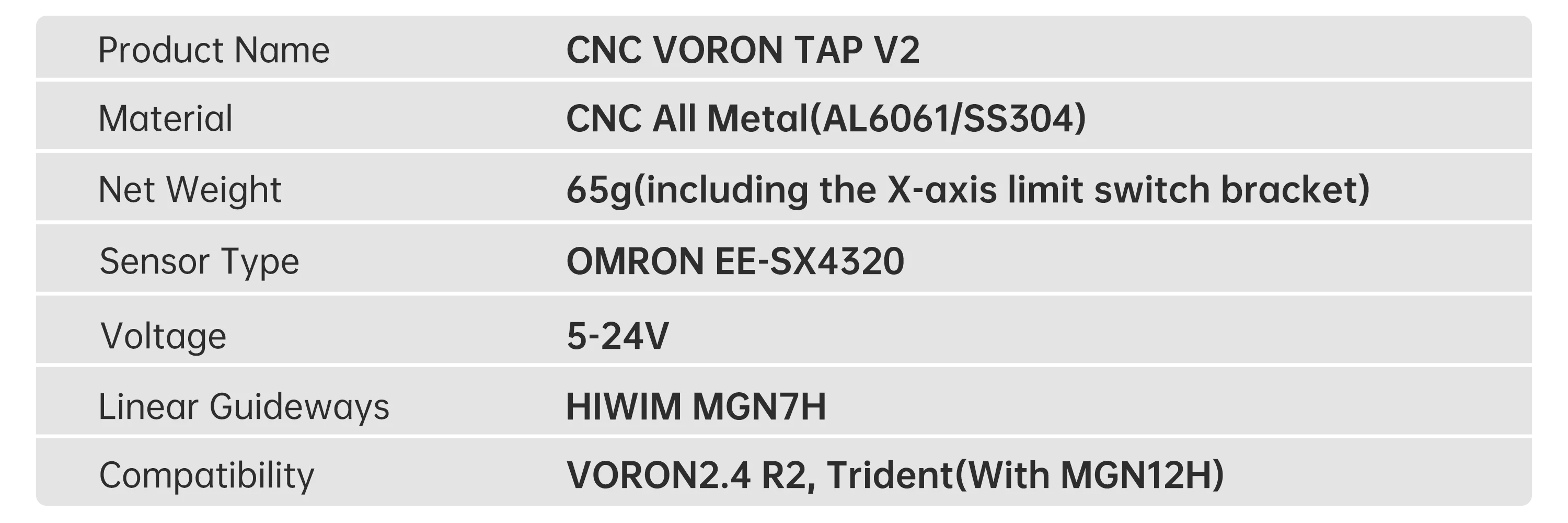
Spezifikationen
Material: CNC Vollmetall (AL6061/SS304)
Nettogewicht: 65 g (einschließlich der X-Achsen-Endschalterhalterung)
Sensortyp: OMRON EE-SX4320
Spannung: 5-24V
Linearführungen: HIWIM MGN7H
Kompatibilität: VORON2.4 R2, Trident (mit MGNH12)
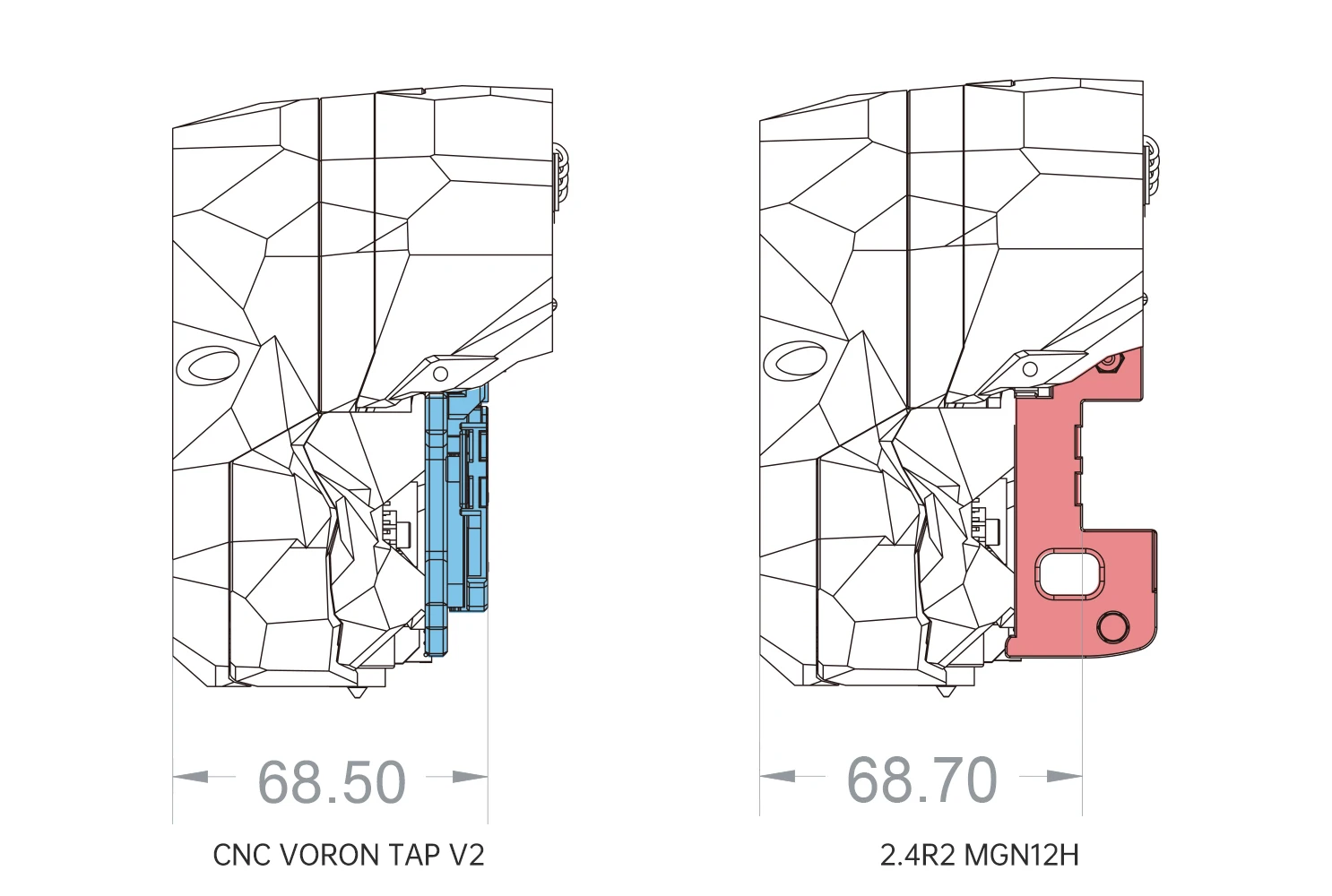
EINFLUSS DES XY-VERFAHRWEGES:
Die Dicke des CNC VORON TAP V2 ist ähnlich der des 2.4R2 X-Wagens,
daher sind keine Anpassungen an den relevanten Einstellungen erforderlich.
HARDWARE-ANFORDERUNGEN:
Sie müssen bereits die MGN12-basierte X-Achse verwenden. CNC VORON TAP V2 passt nicht auf die ältere MGN9-basierte X-Achse.
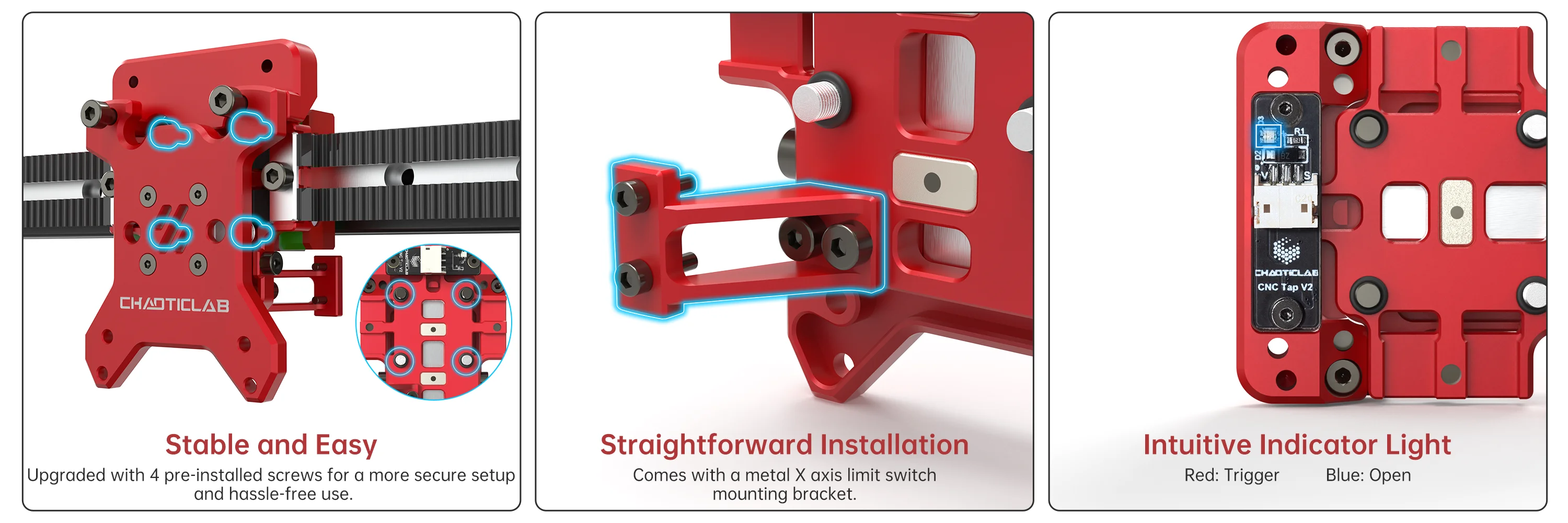
CNC VORON TAP V2 ersetzt die X-Wagenhalterung und erfordert, dass die Befestigungsschrauben von vorne in den Wagen eingeführt werden,
wie bei CW2, nicht von hinten wie bei CW1. Es sind Halterungen für LGX und Galileo erhältlich.
Wenn CNC VORON TAP V2 misst, berührt die Düse das Bett mit einer Kraft von ungefähr 500-800 Gramm. Ihr Bett sollte sich dabei nicht bewegen. Eine Bettbewegung beeinträchtigt die Genauigkeit von CNC VORON TAP V2, daher wird es nicht für Voron 1.8, Legacy oder Switchwire Designs empfohlen.
Wenn Sie wissen möchten, ob CNC VORON TAP V2 das Richtige für Sie ist, tippen Sie fest mit dem Finger auf das Bett. Wenn sich das Bett bewegt, ist CNC VORON TAP V2
nicht das Richtige für Sie.
CNC VORON TAP V2 ist weitaus präziser als frühere Z-Sensor-Systeme, und wir haben festgestellt, dass es zuvor unbemerkte
Probleme in einem Drucker aufdecken kann. Wenn Ihr Drucker bekannte mechanische Probleme (wie z.B. gerissene Komponenten) hat, beheben Sie diese vorher.
Linearführungen werden mit einem Öl geliefert, das während des Versands und der Lagerung Korrosion verhindern soll. Dieses Öl sollte durch ein Schmiermittel
Ihrer Wahl ersetzt werden. Wir empfehlen die Verwendung eines NLGI0 oder NLGI1 klassifizierten Fetts. WD-40 bietet ein gutes weißes Lithiumfett mit Sprühapplikator oder Düse.
der in dieser Anwendung gut funktioniert.
BEFOLGEN SIE DIE UNTENSTEHENDEN SCHRITTE, UM IHRE SCHIENE OHNE DEMONTAGE ZU SCHMIEREN:
1. Verwenden Sie WD-40 Entfetter oder einen anderen Entfetter Ihrer Wahl und sprühen Sie ihn direkt in den durch den Pfeil gekennzeichneten Kugellagerbereich. Achten Sie darauf, dass Sie großzügig auf beiden Seiten sprühen und den Block nach dem Sprühen mehrmals auf und ab der Schiene bewegen.
2. Geben Sie ein paar Tropfen Isopropylalkohol auf beiden Seiten der Schiene, um den WD-40 Entfetter auszuspülen.
3. Sprühen Sie Ihr Schmiermittel großzügig auf beide Seiten der Schiene und bewegen Sie den Block wiederholt auf und ab der Schiene, damit das Schmiermittel alle Kugeln im Block erreicht.
Weitere Informationen
https://github.com/Chaoticlab/CNC-Tap-for-Voron/tree/master/Manual
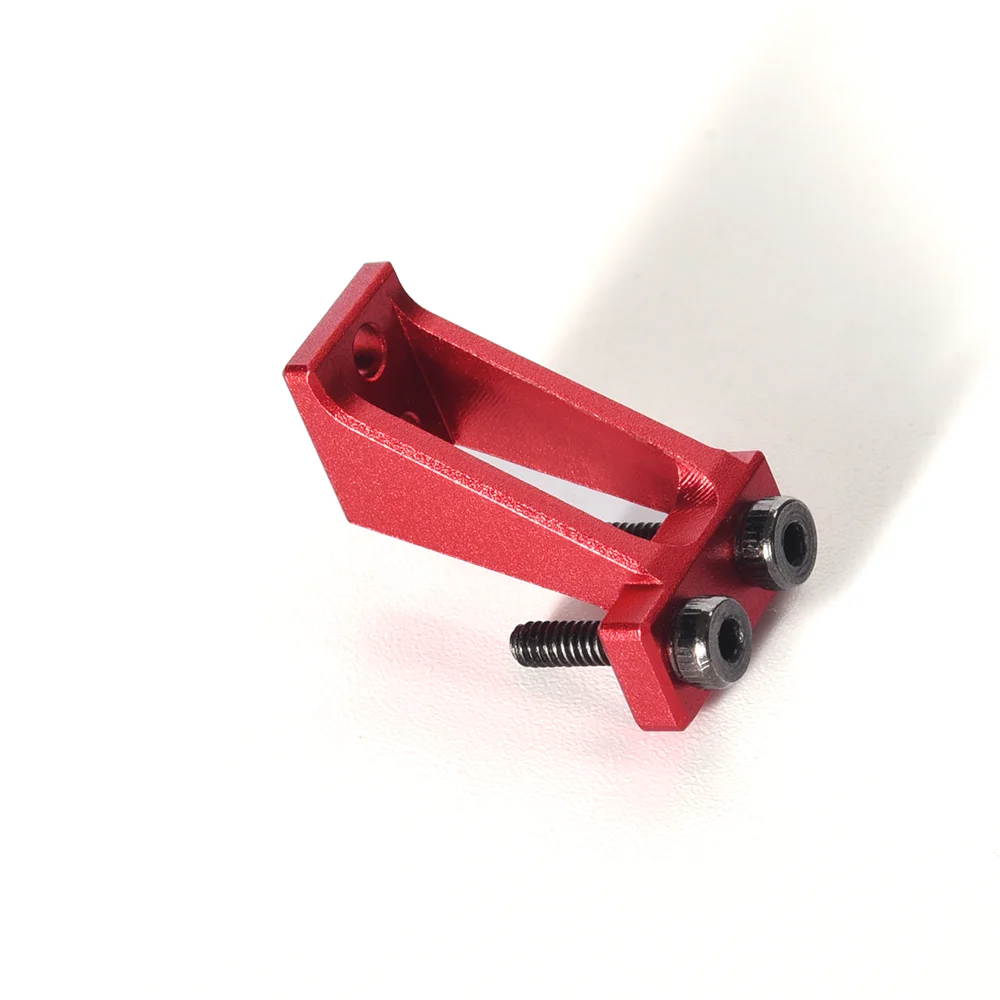
*Bei Verwendung des CNC VORON TAP V2 mit dem Carbon Fiber Tube Kit für Voron2.4 X-Achse (300)/(350) ist ein zusätzliches gedrucktes Teil erforderlich, um die Montageposition der Halterung des X-Achsen-Endschalters anzupassen. CNC Voron Tap V2 Kompatibler Carbon Fiber Kit Adapter und alte Version Hall Sensor Adapter MOD Link:
https://github.com/Chaoticlab/CNC-Tap-for-Voron/tree/master/STL/CNC_VORON_TAP_V2