SPESIFIKASIES
Handelsnaam: BIGTREETECH
Keuse: ja
Verenigbaarheid: VORON2.4 R2, Trident (Met MGNH12)
Hoë-bekommerde chemikalie: Geen
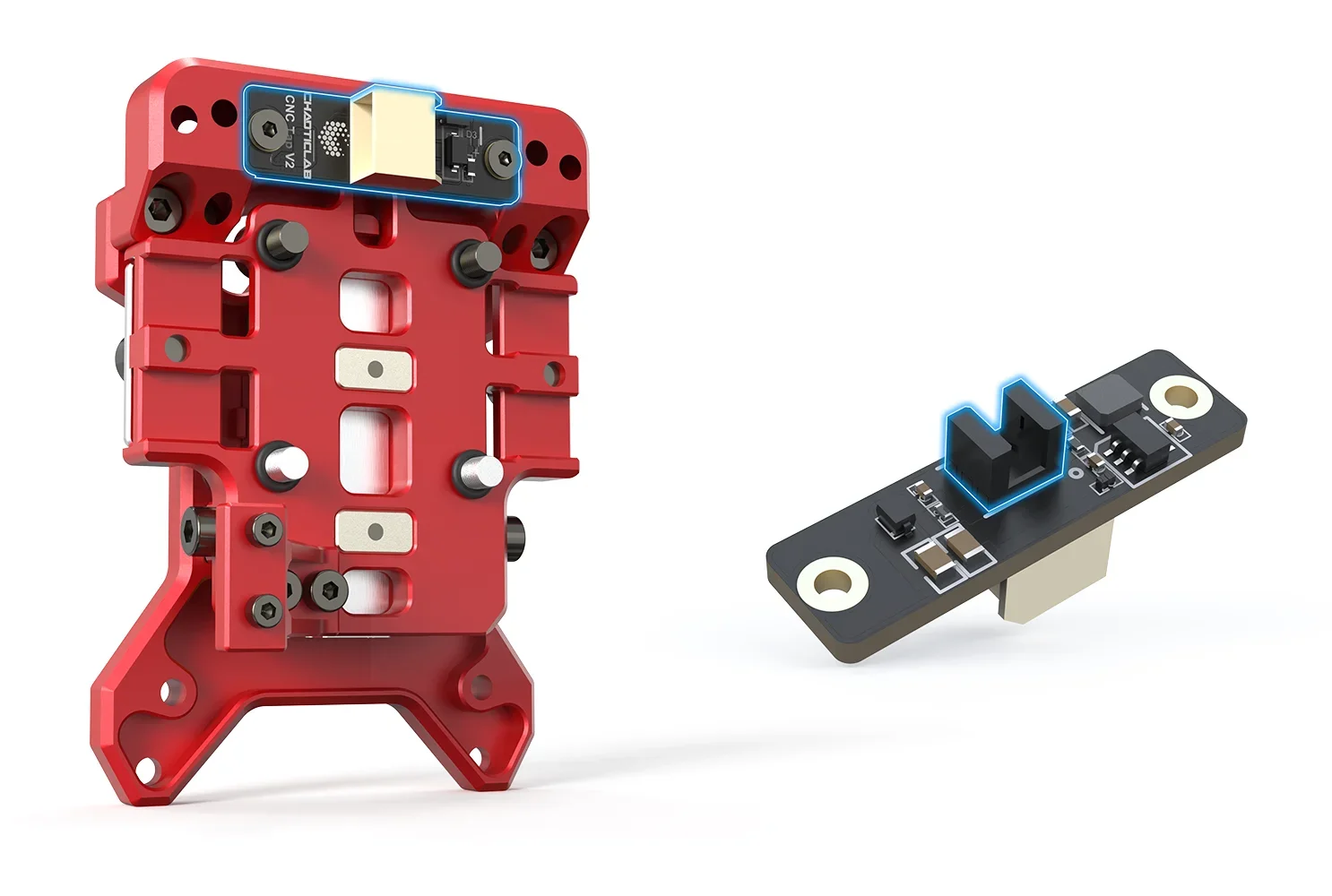
Itemtipe: Skakelaar
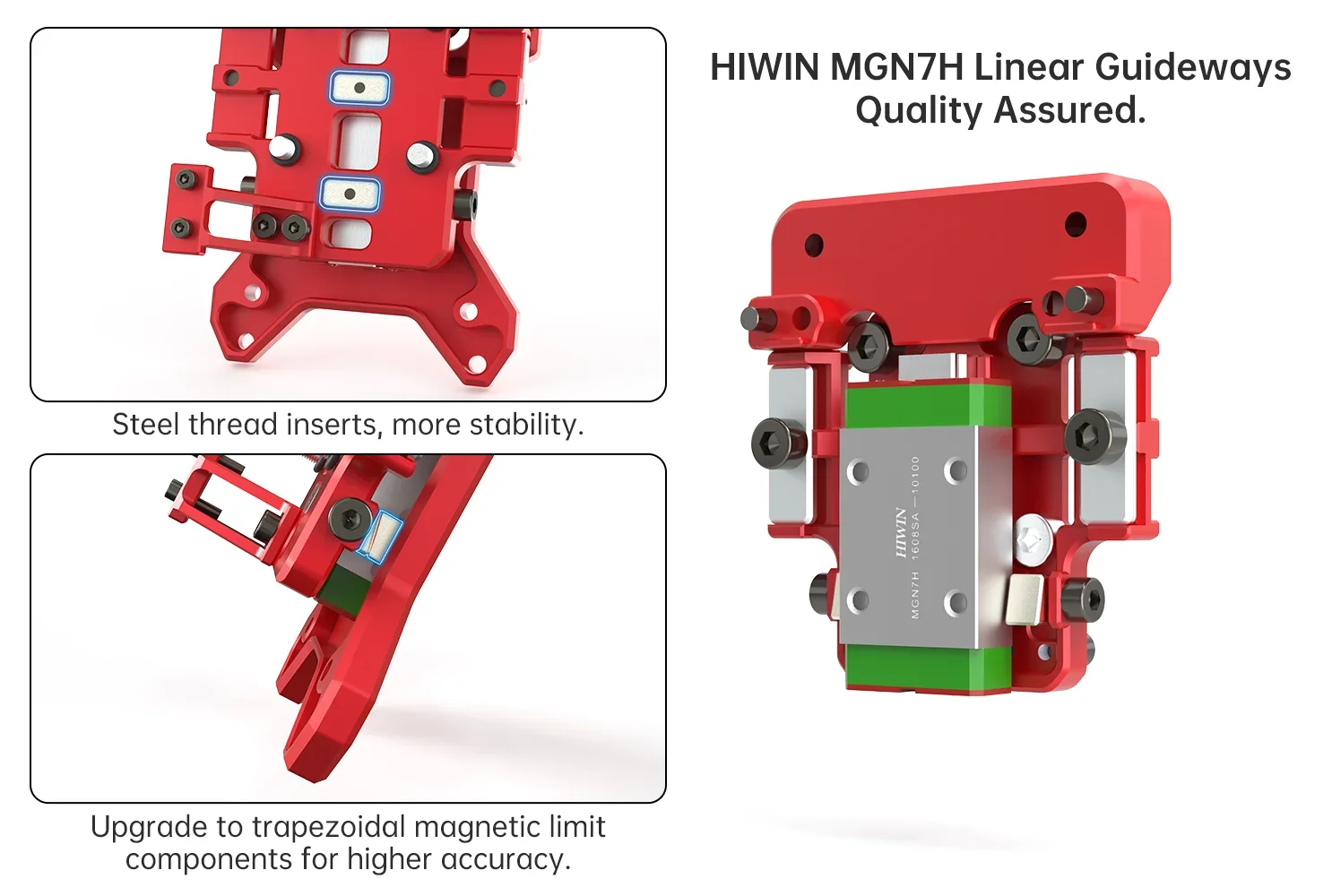
Lineêre geleidings: MGN7H
Materiaal: CNC Volmetaal (AL6061/SS304)
Modelnommer: CNC VORON TAP V2/CNC TAP V2 Module
Netto Gewig: 65g (insluitend die X-as eindskakelaar-hakie)
Oorsprong: Vasteland China
Sensortipe: EE-SX4320
Spanning: 5-24V
semi_Choice: ja
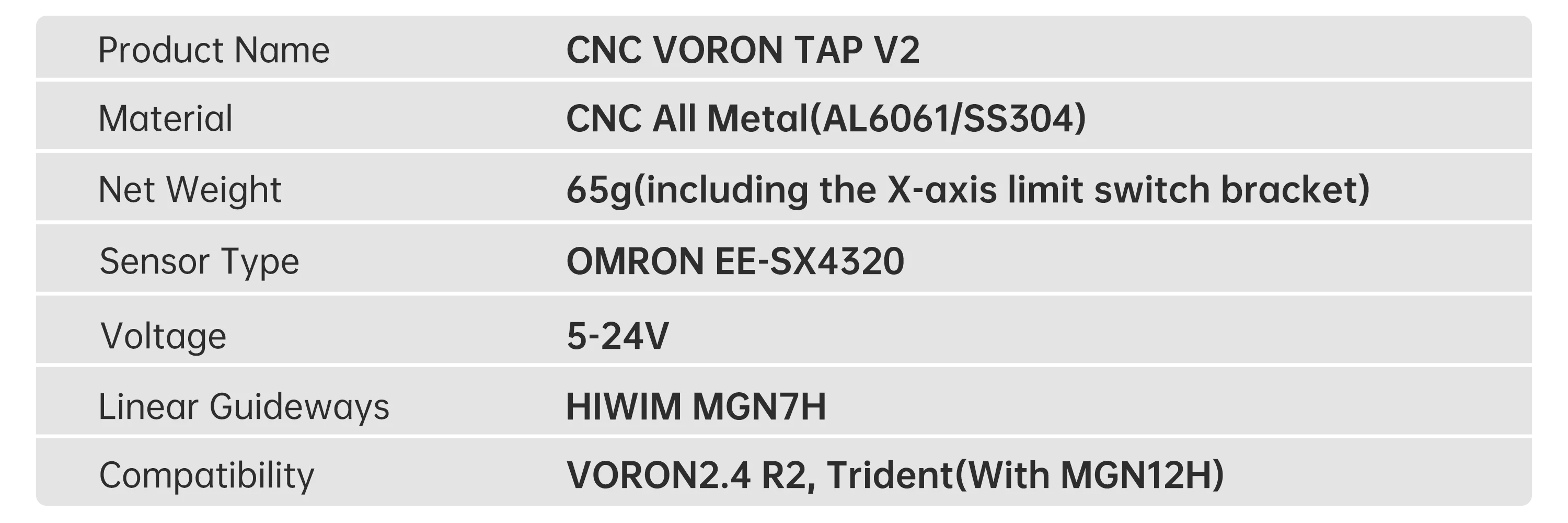
Spesifikasies
Materiaal: CNC Volmetaal (AL6061/SS304)
Netto Gewig: 65g (insluitend die X-as eindskakelaar-hakie)
Sensortipe: OMRON EE-SX4320
Spanning: 5-24V
Lineêre Geleidings: HIWIM MGN7H
Verenigbaarheid: VORON2.4 R2, Trident (Met MGNH12)
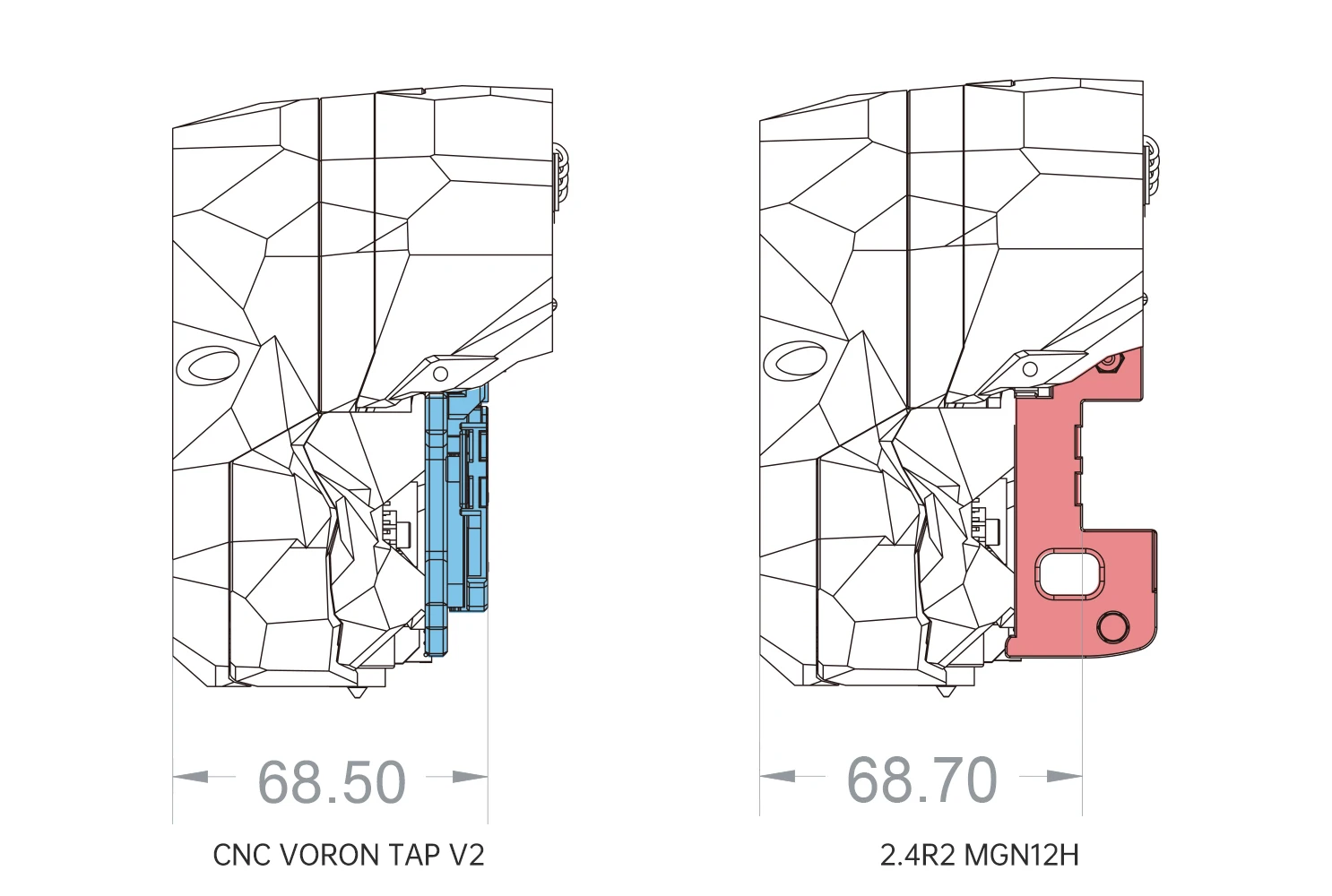
XY BEWEGING INVLOED:
Die dikte van die CNC VORON TAP V2 is soortgelyk aan dié van die 2.4R2 X-koets,
so geen aanpassings aan die relevante instellings is nodig nie.
HARDWARE VEREISTES:
Jy moet reeds die MGN12 gebaseerde X-as gebruik. CNC VORON TAP V2 pas nie op die ouer MGN9 gebaseerde X-as nie.
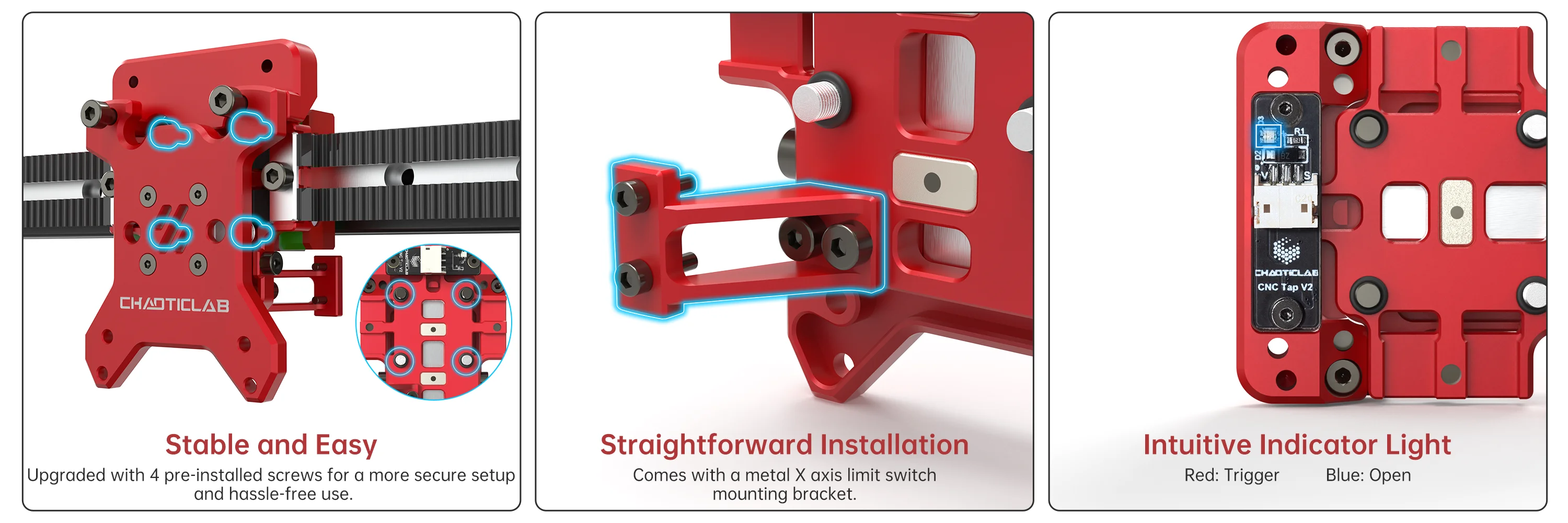
CNC VORON TAP V2 vervang die X-koets montering, en vereis dat die monteerskroewe van die voorkant van die koets inkom
soos CW2, nie die agterkant soos CW1 nie. Daar is monterings vir LGX en Galileo beskikbaar.
Wanneer CNC VORON TAP V2 besig is om te toets, sal die spuitstuk die bed kontak met 'n krag van ongeveer 500-800 gram. Jou bed moet nie gedurende hierdie proses beweeg nie. Bedbeweging kompromitteer die akkuraatheid van CNC VORON TAP V2, daarom word dit nie aanbeveel vir Voron 1.8, Legacy of Switchwire ontwerpe nie.
As jy wil weet of CNC VORON TAP V2 reg is vir jou, tik ferm met jou vinger op die bed. As die bed beweeg, is CNC VORON TAP V2
nie reg vir jou nie.
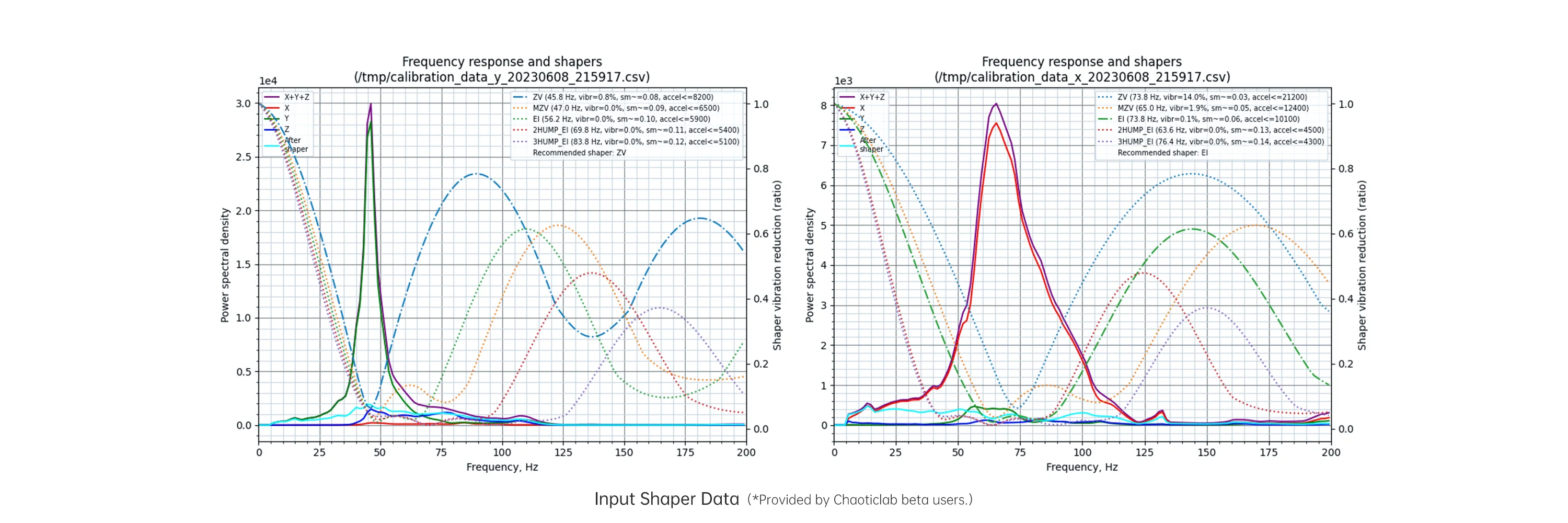
CNC VORON TAP V2 is baie meer presies as vorige Z-waarnemingstelsels, en ons het gevind dat dit voorheen ongemerkte probleme kan openbaar
probleme in 'n drukker. As jou drukker bekende meganiese probleme het (soos gebarste komponente), herstel dit eers.
Lineêre rails word gelewer met olie wat ontwerp is om korrosie te voorkom tydens die versending- en bergingsproses. Hierdie olie moet vervang word met 'n smeermiddel
van jou keuse. Ons beveel aan om 'n NLGI0 of NLGI1 gegradeerde ghries te gebruik. WD-40 maak 'n goeie wit litium ghries met 'n spuittoediener of spuitkop.
wat goed werk in hierdie toepassing.
VOLG DIE STAPPE HIERONDER OM JOU SPOOR TE SMEER SONDER OM DIT AF TE HAAL:
1. Gebruik WD-40 ontvetter of 'n ander ontvetter van jou keuse en spuit direk in die kogellagerarea aangedui deur die pyl. Maak seker dat jy aan beide kante mildelik spuit en beweeg die blok verskeie kere op en af langs die spoor nadat jy gespuit het.
2. Drup 'n paar druppels isopropielalkohol aan elke kant van die spoor af om die WD-40 ontvetter uit te spoel.
3. Spuit jou smeermiddel mildelik aan elke kant van die spoor en beweeg die blok herhaaldelik op en af langs die spoor om die smeermiddel toe te laat om al die balle binne die blok te bereik.
Meer inligting
https://github.com/Chaoticlab/CNC-Tap-for-Voron/tree/master/Manual
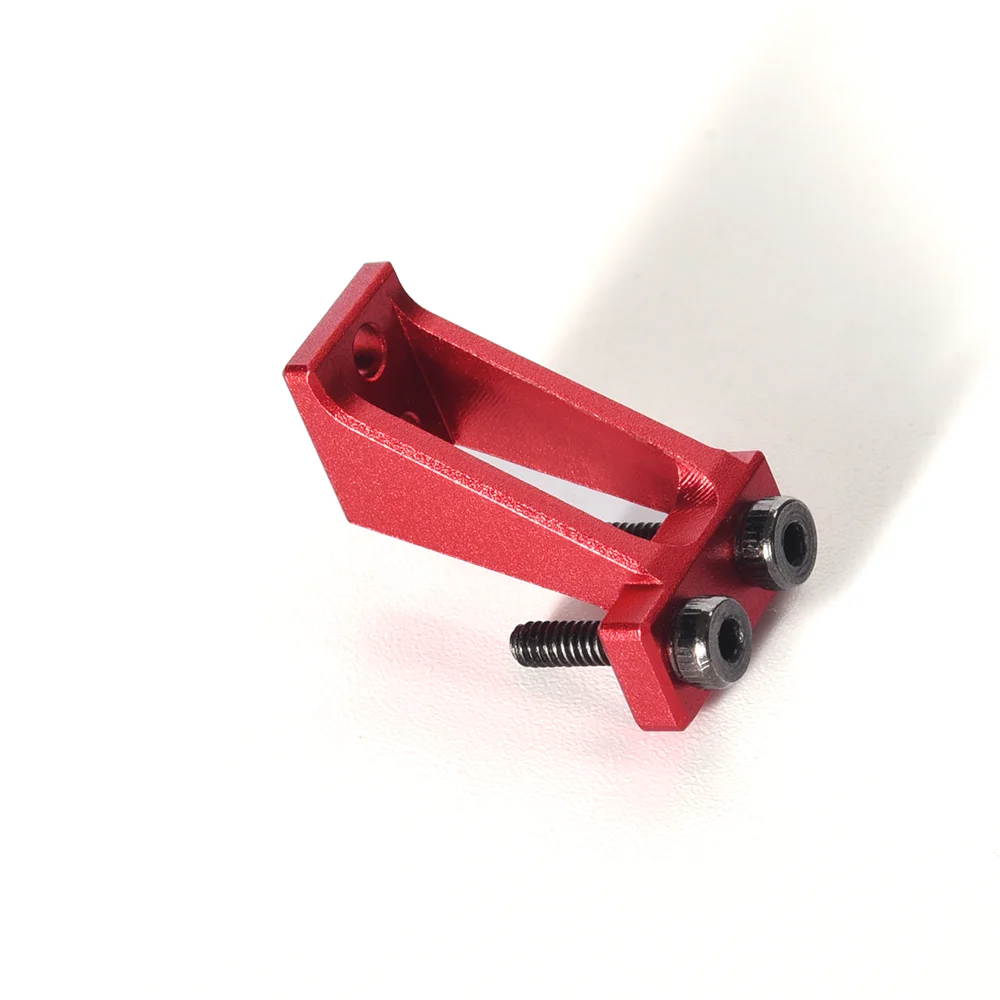
*Wanneer die CNC VORON TAP V2 met die Koolstofveselbuisstel vir Voron2.4 X-As (300)/(350) gebruik word, is 'n addisionele gedrukte deel nodig om die monteringsposisie van die X-as-grensskakelbracket aan te pas. CNC Voron Tap V2-versoenbare koolstofveselsteladapter en ou weergawe Hall-sensoradapter MOD-skakel:
https://github.com/Chaoticlab/CNC-Tap-for-Voron/tree/master/STL/CNC_VORON_TAP_V2